
Кейс: внедрение беспыльных белых суперконцентратов на крупном заводе упаковки
2026-05-25
- Реальность производственной линии: почему пыль в белом мастербатче стоит миллионов
- Технологический тупик традиционных порошковых пигментов
- Кейс внедрения: от хаоса к стабильности на упаковочном заводе
- Сравнительный анализ: Порошок vs Беспыльные белые суперконцентраты
- Критические параметры выбора поставщика суперконцентратов
- Расширение горизонтов: применение за пределами упаковки
- Часто задаваемые вопросы
- Заключение: инвестиция в стабильность, а не просто покупка сырья
Реальность производственной линии: почему пыль в белом мастербатче стоит миллионов
Когда технолог крупного упаковочного завода звонит нам с вопросом о переходе на белые суперконцентраты, он редко начинает разговор с цены за килограмм. Первый вопрос всегда звучит иначе: «Сколько тонн брака мы выбросим в первый месяц?» В нашей практике внедрения решений для полимерной индустрии мы видели ситуации, где экономия 5 рублей на килограмме сырья оборачивалась потерями в миллионы из-за остановки экструдера и порчи готовой продукции. Пыль в традиционных белых пигментах — это не просто эстетический дефект или проблема чистоты цеха. Это физическое препятствие для стабильности процесса, источник неравномерного окрашивания и причина преждевременного износа шнековых пар.
В этом кейсе мы разберем реальный опыт модернизации линии по производству пленки и жесткой упаковки, где замена обычного диоксида титана на беспыльные гранулированные формы изменила экономику всего участка. Мы не будем использовать маркетинговые лозунги о «высоком качестве». Вместо этого мы посмотрим на цифры: изменение времени переналадки, снижение процента возвратов и влияние дисперсии пигмента на механические свойства конечного изделия. Если вы принимаете решения о закупке сырья для полиэтилена (PE) или полипропилена (PP), эта информация станет основой для вашего следующего технического задания поставщику.
Технологический тупик традиционных порошковых пигментов
Проблема началась не вчера. Десятилетиями отрасль использовала порошковый диокид титана (TiO2) в качестве основного отбеливателя. Казалось бы, решение простое: смешал порошок с полимером, получил белый цвет. Однако на высоких скоростях современных экструзионных линий, где производительность достигает 800–1000 кг/час, физика процесса диктует свои жесткие условия. Порошок имеет низкую насыпную плотность и склонность к агломерации. При подаче в экструдер он создает зоны локального перегрева и неравномерного распределения.
Один из наших клиентов, завод по производству термоусадочных пленок, столкнулся с критической ситуацией. При попытке увеличить скорость линии выше 40 метров в минуту на поверхности пленки начали появляться микродефекты — так называемые «рыбий глаз». Анализ показал, что это нерасплавленные агломераты пигмента. Инженеры пытались решить проблему снижением скорости, но это ударило по рентабельности. Попытка увеличить температуру зоны пластикации привела к деградации полимера и появлению желтизны, что недопустимо для упаковки пищевых продуктов.
Кроме того, порошковые формы создают серьезную угрозу безопасности труда и оборудованию. Мелкодисперсная пыль проникает в подшипниковые узлы дозаторов, вызывая их заклинивание. В воздухе цеха постоянно висит взвесь, требующая мощных систем аспирации и обязательного использования СИЗ работниками. Но главный скрытый убыток — это вариативность дозировки. Порошок плохо течет, его плотность меняется в зависимости от влажности и уплотнения в бункере. Автоматические весовые дозаторы начинают «плавать», выдавая то 2%, то 3% пигмента вместо требуемых 2.5%. Для заказчика это означает, что одна партия пленки будет молочно-белой, а следующая — сероватой.
Мы провели аудит подобных производств и выявили закономерность: использование порошковых пигментов ограничивает максимальную скорость экструзии на 15–20% по сравнению с потенциалом оборудования. Это прямые потери производительности. Более того, время очистки шнека при смене цвета или партии увеличивается в три раза, так как порошок забивается в死角 (мертвые зоны) цилиндра. Переход на гранулированные формы, такие как белые суперконцентраты, стал единственным технически обоснованным выходом из этого тупика.
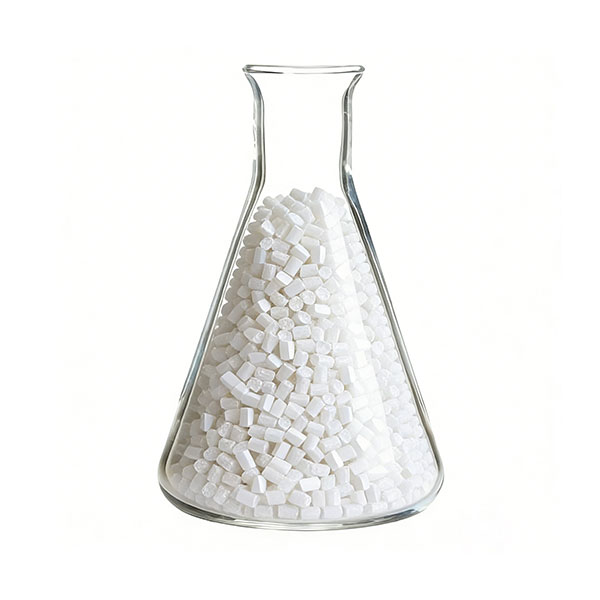
Физика процесса: почему гранула побеждает порошок
Разница кроется в плотности контакта и теплопередаче. Гранула суперконцентрата имеет плотность, близкую к плотности базового полимера (PE или PP). Это обеспечивает идеальное смешивание в твердой фазе еще до зоны плавления. Когда гранула попадает в цилиндр экструдера, она плавится синхронно с основным сырьем. Диоксид титана, заключенный внутри полимерной матрицы гранулы, высвобождается равномерно под действием сдвиговых усилий шнека.
В случае с порошком частицы TiO2 имеют высокую поверхностную энергию и стремятся слипнуться. Для их разделения требуются огромные сдвиговые усилия, которые часто превышают возможности стандартного шнека без риска перегрева материала. Даже если визуально смесь кажется однородной, под микроскопом видны кластеры пигмента. Именно эти кластеры становятся точками напряжения в готовой пленке, снижая ее прочность на разрыв и ударную вязкость.
Беспыльная форма eliminates (исключает) проблему загрязнения окружающей среды цеха. Нет пыли — нет абразивного износа подвижных частей дозаторов. Нет пыли — нет риска попадания посторонних включений в расплав из-за статического электричества, которое неизбежно возникает при движении сухого порошка. Это фундаментальное изменение входных параметров процесса, которое позволяет раскрыть полный потенциал современного оборудования.
Кейс внедрения: от хаоса к стабильности на упаковочном заводе
Рассмотрим конкретный пример внедрения, который иллюстрирует переход от теории к практике. Крупный производитель гибкой упаковки столкнулся с растущим количеством рекламаций от типографий. На белой основе печатных рукавов наблюдались полосы разной оптической плотности. Технологический отдел месяцами пытался настроить параметры экструдера, меняя профили температур и скорость вращения шнека, но результат был нестабильным.
Мы предложили провести экспериментальную партию с использованием высококонцентрированных белых мастербаттов производства Shandong Sanyuan Plastic Industrial Co., Ltd. Выбор пал на эту компанию не случайно. Как высокотехнологичное предприятие, специализирующееся на разработке функциональных маточных гранул, они предоставляют решения с превосходной дисперсией, что было критически важно для данного случая. Их продукция, сертифицированная по ISO 9001 и SGS, гарантирует отсутствие примесей и стабильность состава от партии к партии.
Процесс внедрения занял всего одну рабочую смену. Не потребовалось никакой модификации оборудования. Операторы просто заменили бункер с порошковой смесью на бункер с гранулированным суперконцентратом. Дозировка была пересчитана с учетом высокой концентрации активного вещества в грануле (обычно 60–80% TiO2 против 20–30% в сухих смесях).
Результаты первого часа работы:
- Стабилизация давления в головке экструдера наступила через 15 минут вместо обычных 40–50 минут при работе с порошком.
- Визуальный контроль показал полное отсутствие непромесов и гель-частиц на полотне пленки.
- Оптическая плотность белого цвета стала равномерной по всей ширине полотна (разброс менее 0.5 единицы по денситометру).
Но самые интересные цифры появились спустя неделю непрерывной работы. Завод смог увеличить скорость линии на 18% без ухудшения качества продукции. Это стало возможным благодаря улучшенной реологии расплава: гранулированный суперконцентрат действует как смазка, снижая вязкость смеси и облегчая транспорт материала через фильеру. Энергопотребление экструдера снизилось на 7%, так как двигателю не нужно было преодолевать сопротивление агломератов пигмента.
Отдел контроля качества зафиксировал снижение брака по причине «неравномерность цвета» с 3.2% до 0.1%. Типографии прекратили жалобы на полосы, так как поверхность пленки стала идеально гладкой и однородной, что улучшило адгезию краски. Экономический эффект от перехода составил более 120 000 долларов в год только за счет снижения отходов и повышения производительности, не считая экономии на обслуживании оборудования и улучшении условий труда.
Роль индивидуальной рецептуры в успехе проекта
Универсальных решений в химии полимеров не существует. То, что работает для пленки LDPE, может катастрофически сказаться на жесткости изделия из PP. Компания Shandong Sanyuan Plastic Industrial Co., Ltd. отличается тем, что предоставляет услуги по разработке индивидуальных рецептур. В данном кейсе инженеры проанализировали конкретную марку базового полимера клиента и режимы его переработки.
Было принято решение использовать носитель на основе сополимера, который обеспечивает лучшую совместимость с матрицей клиента, чем стандартный гомополимер. Это позволило достичь максимальной степени дисперсии пигмента. Кроме того, в состав были введены специальные добавки, улучшающие термостабильность, что позволило избежать деградации материала при повышенных температурах выдувного формования. Такой подход «под ключ», от общего литья под давлением до высокотехнологичного выдувного формования пленки, является стандартом работы для надежных партнеров в цепочке поставок.
Сравнительный анализ: Порошок vs Беспыльные белые суперконцентраты
Чтобы принять взвешенное решение, необходимо четко понимать различия между технологиями. Ниже приведена детальная таблица сравнения, основанная на реальных производственных данных.
| Параметр сравнения | Традиционный порошковый пигмент / Сухая смесь | Беспыльные белые суперконцентраты (Гранулы) |
|---|---|---|
| Дисперсия пигмента | Низкая. Высокий риск агломерации. Требует высоких сдвиговых усилий, что ведет к перегреву. | Идеальная. Пигмент уже диспергирован в полимерной матрице на наноуровне при производстве гранулы. |
| Производительность линии | Ограничена. Необходимость снижать скорость для обеспечения промеса. | Максимальная. Улучшенная реология позволяет работать на предельных скоростях экструдера. |
| Точность дозировки | Низкая. Зависит от насыпной плотности, влажности, статического электричества. Погрешность до ±10%. | Высокая. Стабильная геометрия и плотность гранулы обеспечивают погрешность менее ±1%. |
| Влияние на оборудование | Негативное. Абразивный износ шнеков, загрязнение подшипников дозаторов пылью. | Нейтральное или положительное. Снижение трения, отсутствие абразивной пыли. |
| Экология и охрана труда | Проблематично. Требуется мощная аспирация, СИЗ органов дыхания, регулярная уборка цеха. | Безопасно. Полное отсутствие пыли. Чистота в рабочей зоне. |
| Время переналадки | Длительное (40–60 мин). Сложность очистки от порошка. | Короткое (15–20 мин). Быстрая продувка системы. |
| Себестоимость конечного изделия | Выше за счет высокого процента брака и низкого выхода годной продукции. | Ниже, несмотря на более высокую цену за кг добавки, за счет общей эффективности процесса. |
Из таблицы видно, что выбор в пользу гранул очевиден для любого современного производства. Единственный аргумент в пользу порошка — это кажущаяся дешевизна самого сырья на момент закупки. Однако, как показывает практика, TCO (Total Cost of Ownership — совокупная стоимость владения) у порошковых технологий значительно выше. Вы платите за простой оборудования, за утилизацию брака, за ремонт дозаторов и за здоровье сотрудников.
Критические параметры выбора поставщика суперконцентратов
Решение о переходе на белые суперконцентраты принято. Теперь стоит вопрос: кого выбрать в качестве поставщика? Рынок насыщен предложениями, но качество варьируется колоссально. Вот ключевые критерии, которые мы рекомендуем проверять перед подписанием контракта.
1. Концентрация активного вещества и тип диоксида титана
Не все белые пигменты одинаковы. Существует рутильная и анатазная модификация TiO2. Для большинства применений в упаковке, особенно пищевой, необходим рутильный диоксид титана. Он обладает更高的 укрывистостью (opacity) и лучшей светостойкостью. Анатазная форма дешевле, но она менее стабильна и может способствовать фотодеградации полимера под воздействием УФ-излучения.
Концентрация в грануле также важна. Стандартные значения колеблются от 40% до 80%. Чем выше концентрация, тем меньше добавки нужно вводить в основной полимер, что снижает влияние носителя на свойства конечного продукта. Однако слишком высокая концентрация может затруднить дисперсию, если производитель не обладает соответствующими технологиями. Оптимальный баланс — это компетенция производителя. Например, основная продуктовая линейка компании Shandong Sanyuan включает высококонцентрированные белые мастербатты, разработанные с учетом этого баланса для различных матриц, таких как полиэтилен (PE) и полипропилен (PP).
2. Совместимость носителя (Carrier Resin)
Это самый частый источник проблем, о котором забывают закупщики. Носитель гранулы должен быть совместим с вашим базовым полимером. Если вы перерабатываете LDPE, а носитель мастербатча сделан на основе PP или PS, произойдет расслоение материала. На поверхности изделия появятся шероховатости, резко упадет ударная прочность.
При запросе коммерческого предложения всегда указывайте марку вашего основного сырья. Профессиональный поставщик предложит рецептуру на основе идентичного или совместимого полимера. Универсальные носители существуют, но они работают хуже специализированных. В нашей практике был случай, когда клиент использовал универсальный мастерbatch для производства тонких пленок, что привело к разрывам полотна при вытяжке. Замена на специализированный продукт решила проблему мгновенно.
3. Сертификация и соответствие нормам
Для упаковки пищевых продуктов наличие сертификатов обязательно. Продукция должна соответствовать регламентам ЕС (EU 10/2011), стандартам FDA (США) или ГОСТ/ТР ТС (для рынка ЕАЭС). Отсутствие документов ставит под удар всю вашу продукцию. Международная сертификация SGS, которой располагает Shandong Sanyuan Plastic Industrial Co., Ltd., является маркером того, что продукция прошла независимую проверку на безопасность и соответствие заявленным характеристикам. Это критически важно для экспортеров упаковки.
4. Стабильность партий и логистика
Производство упаковки — это непрерывный процесс. Нельзя допустить ситуации, когда сегодня белый цвет один, а через месяц — другой. Это зависит от контроля качества на заводе-производителе. Система качества ISO 9001 гарантирует, что процессы стандартизированы. Также важен объем производства поставщика. Годовая мощность более 30 000 тонн, как у рассматриваемой компании, говорит о способности обеспечить крупные объемы без срывов сроков, что делает её надежным партнером для множества производственных предприятий как в Китае, так и за рубежом.
Расширение горизонтов: применение за пределами упаковки
Хотя наш кейс сфокусирован на упаковке, технология беспыльных белых суперконцентратов успешно применяется и в других отраслях. Понимание этих нюансов помогает лучше оценить универсальность решения.
Текстильные волокна: При производстве синтетических волокон требования к чистоте расплава экстремально высоки. Любой непромес приводит к обрыву нити на прядильной машине. Здесь используются специализированные белые мастербатты с ультравысокой дисперсией. Они обеспечивают не только белизну, но и необходимую матовость волокна, имитирующую натуральные ткани.
Автомобильные запчасти: В автопроме важны не только цвет, но и функциональные свойства. Белые пигменты часто комбинируются с добавками, обеспечивающими устойчивость к старению и УФ-излучению. Пластиковые детали салона и подкапотного пространства не должны желтеть со временем. Функциональные мастербатты с такими свойствами, как устойчивость к старению, антистатичность и огнестойкость, широко применяются именно в этих сферах.
Строительные материалы: Геомембраны, трубы, профиль. Здесь на первый план выходит погодостойкость и механическая прочность. Правильно подобранный белый пигмент отражает солнечное тепло, предотвращая перегрев конструкций и продлевая срок их службы. Благодаря превосходной дисперсии и стабильности, продукция ведущих производителей становится стандартом качества в строительстве.
Часто задаваемые вопросы
Можно ли использовать белые суперконцентраты для пищевого контакта?
Да, безусловно, но при условии наличия соответствующих сертификатов. Современные производители, такие как Shandong Sanyuan, выпускают серии мастербаттов, полностью соответствующие требованиям FDA и EU для контакта с пищевыми продуктами. Важно запросить у поставщика декларацию соответствия (DoC) конкретно для той марки, которую вы планируете закупать. Не используйте технические сорта для пищевой упаковки — риск миграции вредных веществ слишком велик.
Как рассчитать необходимую дозировку при переходе с порошка на гранулы?
Расчет ведется исходя из содержания активного пигмента (TiO2) в обоих продуктах. Формула проста: (Концентрация в порошке × Текущая дозировка) / Концентрация в грануле = Новая дозировка. Например, если вы использовали 5% порошка с 20% TiO2, то количество чистого пигмента равно 1%. Переходя на гранулу с 60% TiO2, вам понадобится примерно 1.67% гранулы. Однако мы рекомендуем начать с пробной партии и скорректировать дозировку по цвету, так как эффективность диспергированного пигмента в грануле обычно выше, и его может потребоваться даже меньше расчетного количества.
Требуется ли сушка белых суперконцентратов перед использованием?
В большинстве случаев — нет. Одним из преимуществ гранулированной формы является низкая гигроскопичность по сравнению с порошком. Гранулы защищены полимерной оболочкой. Однако, если вы храните материал во влажном помещении длительное время или используете его с особо чувствительными полимерами (например, PET или PA), предварительная сушка при температуре 60–80°C в течение 2 часов не повредит. Для полиолефинов (PE, PP) это требование обычно избыточно.
Влияет ли замена на цветопередачу при последующей печати?
Напротив, она улучшает её. Ровная, гладкая поверхность без микрошероховатостей, создаваемая качественным суперконцентратом, обеспечивает лучшую адгезию краски и более яркое воспроизведение цветов. Печатники отмечают, что при переходе на беспыльные гранулы расход краски иногда даже снижается, так как основа становится более укрывистой и однородной.
Заключение: инвестиция в стабильность, а не просто покупка сырья
Переход на беспыльные белые суперконцентраты — это не просто смена одного вида сырья на другой. Это стратегическое решение, влияющее на всю цепочку создания стоимости. От чистоты в цеху до удовлетворенности конечного потребителя качеством упаковки. Опыт крупных заводов показывает, что первоначальные затраты на более качественный материал окупаются многократно за счет снижения потерь, роста производительности и укрепления репутации бренда.
Выбор партнера здесь играет решающую роль. Вам нужен не просто продавец мешков с гранулами, а технологический консультант, способный предложить решение под вашу конкретную задачу. Компания Shandong Sanyuan Plastic Industrial Co., Ltd. демонстрирует именно такой подход, сочетая мощное производство с гибкостью индивидуальных разработок. Их стремление предоставлять экологичные и инновационные решения в области окрашивания и модификации делает их идеальным выбором для тех, кто смотрит в будущее.
Не позволяйте устаревшим технологиям тормозить развитие вашего производства. Проанализируйте свои текущие показатели брака и производительности. Возможно, решение вашей проблемы уже лежит в плоскости смены формата пигмента. Свяжитесь с нами сегодня для получения консультации и образцов продукции, чтобы лично убедиться в преимуществах новых технологий.
Для получения дополнительной информации о технических характеристиках и условиях поставки посетите наш раздел каталог белых суперконцентратов, где представлены подробные спецификации для различных типов полимеров.