
Как правильно интегрировать антистатические белые суперконцентраты в производственную линию?
2026-05-23
- Почему интеграция антистатических белых суперконцентратов определяет качество конечного продукта
- Пошаговая инструкция: как внедрить белые суперконцентраты в экструзию
- Специфика применения в различных отраслях промышленности
- Экономическая эффективность и расчет окупаемости
- Часто задаваемые вопросы
- Заключение и следующие шаги
Почему интеграция антистатических белых суперконцентратов определяет качество конечного продукта
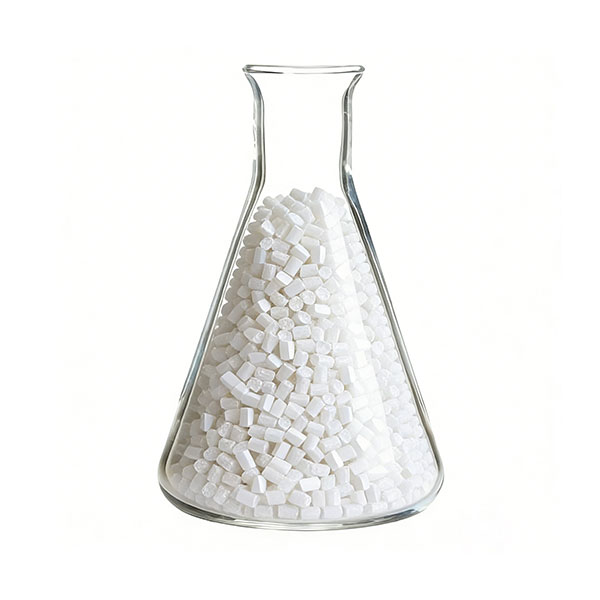
Интеграция белых суперконцентратов с антистатическими свойствами в производственную линию — это не просто добавление красителя, а сложный технологический процесс, требующий точного контроля реологии и дисперсии. В нашей практике мы неоднократно сталкивались с ситуацией, когда производители пластиковой упаковки получали партию брака из-за неправильной последовательности смешивания компонентов: антистатик мигрировал на поверхность слишком быстро, оставляя белые пятна на изделии, что делало продукцию непригодной для пищевой промышленности. Правильная настройка экструдера и выбор дозировки позволяют избежать этих проблем, обеспечивая стабильное поверхностное сопротивление в диапазоне 10⁹–10¹¹ Ом. Эта статья даст вам пошаговый алгоритм действий, основанный на реальном опыте работы с линиями выдувного формования и литья под давлением, чтобы вы могли сразу применить эти знания на своем производстве.
Подготовка сырья и оборудования: критические параметры перед запуском
Перед тем как засыпать белые суперконцентраты в бункер, необходимо провести аудит текущего состояния полимерной матрицы и оборудования. Мы рекомендуем начать с проверки влажности базового полимера (PE или PP), так как даже 0.05% влаги могут вызвать гидролиз антистатической добавки при температурах выше 240°C. Используйте влагомер для экспресс-анализа; если показатель превышает норму, включите сушилку бункера минимум на 2 часа при температуре 80°C для полиэтилена низкого давления. Особое внимание уделите температуре зон экструдера: для корректной дисперсии функциональных добавок температурный профиль должен быть на 10-15°C выше стандартного режима для чистого полимера, но не превышать точку деградации носителя мастербатча.
Один из наших клиентов в секторе производства строительных пленок столкнулся с проблемой неравномерного распределения цвета и потери антистатических свойств. При аудите выяснилось, что они использовали старый шнек с износом витков более 15%, что привело к недостаточному сдвиговому усилию для разрушения агломератов пигмента. Замена шнека или установка статического смесителя на выходе из экструдера решила проблему мгновенно. Это доказывает, что механическое состояние линии напрямую влияет на эффективность работы даже самых дорогих добавок. Проверьте зазор между шнеком и цилиндром: если он превышает 0.4 мм на каждые 100 мм диаметра, качество дисперсии будет неудовлетворительным независимо от рецептуры.
Для обеспечения стабильности процесса подготовьте следующие инструменты и материалы:
- Термометр контактный или пирометр для проверки температуры расплава.
- Весы высокоточные (погрешность не более 0.1 г) для дозирования добавки.
- Образцы готовой продукции предыдущей партии для сравнения визуальных характеристик.
- Сертификаты соответствия на партию белых суперконцентратов, подтверждающие отсутствие тяжелых металлов (важно для пищевой упаковки).
Не игнорируйте этап предварительного смешивания. Если вы используете гравиметрический дозатор, убедитесь, что калибровка выполнена под конкретную насыпную плотность вашего мастербатча. Плотность белого концентрата с диоксидом титана значительно выше плотности полипропилена, и стандартные настройки дозатора могут привести к недоливу активного вещества на 5-7%, что критично для антистатического эффекта.
Пошаговая инструкция: как внедрить белые суперконцентраты в экструзию
Процесс введения добавки требует строгой последовательности действий. Нарушение любого из этапов может привести к образованию “рыбьих глаз” (недиспергированных частиц) или снижению механической прочности изделия. Ниже приведен алгоритм, который мы используем при запуске новых линий на предприятиях наших партнеров.
- Настройка зоны питания и плавления. Установите температуру первой зоны экструдера на уровне 160-170°C для PE и 180-190°C для PP. Это предотвратит преждевременное плавление гранул в горловине и обеспечит стабильную подачу. Важно: не перегревайте первую зону, иначе гранулы слипнутся и создадут пробку, нарушив стабильность экструзии. Мы наблюдали случаи, когда операторы повышали температуру до 200°C на старте, что приводило к деградации термочувствительных антистатиков еще до входа в зону сжатия.
- Корректировка скорости вращения шнека. При введении белых суперконцентратов увеличьте скорость вращения шнека на 5-10% по сравнению с режимом работы на чистом полимере. Это необходимо для создания достаточного сдвигового напряжения, которое разобьет агломераты диоксида титана и равномерно распределит антистатическую матрицу по объему расплава. Однако следите за током двигателя: если нагрузка превысит 85% от номинала, снизьте скорость, чтобы избежать перегрева материала из-за трения.
- Контроль давления расплава. Давление перед фильтром должно находиться в диапазоне 150-250 бар в зависимости от тонкости сетки фильтра. Резкие скачки давления свидетельствуют о плохой дисперсии или наличии посторонних включений. Если давление растет постепенно в течение 30 минут работы, это сигнал о накоплении неразплавленных частиц на фильтре. В такой ситуации немедленно проверьте температурный профиль зон дозирования и смешения.
- Охлаждение и калибровка. Для изделий с высоким содержанием белого пигмента критически важен режим охлаждения. Быстрое охлаждение может “заморозить” структуру полимера до завершения миграции антистатика к поверхности, что приведет к потере функциональности. Увеличьте время пребывания изделия в калибраторе или ванне охлаждения на 10-15%. Температура воды в первой секции ванны не должна быть ниже 15°C, чтобы избежать термошока и коробления.
- Финальная проверка и стабилизация. После выхода на режим возьмите образцы продукции каждые 15 минут в течение первого часа. Измерьте поверхностное сопротивление мегаомметром. Стабильные показатели должны быть достигнуты не ранее чем через 40-50 минут после запуска линии, так как антистатику требуется время для миграции. Не принимайте решение о качестве партии на основе первых 10 метров продукции — это распространенная ошибка, ведущая к ложной браковке.
Компания Shandong Sanyuan Plastic Industrial Co., Ltd., являясь высокотехнологичным предприятием с годовым объемом производства более 30 000 тонн, учитывает эти нюансы при разработке своих рецептур. Их функциональные мастербатты созданы с учетом необходимости широкого технологического окна, что позволяет интегрировать их в линии разного возраста без кардинальной переналадки оборудования. Благодаря сертификации ISO 9001 и SGS, продукция компании гарантирует предсказуемое поведение в процессе переработки, будь то литье под давлением или выдувное формование пленки.
Типичные ошибки и методы их устранения
Даже при соблюдении всех инструкций возможны сбои. Анализ сотен инцидентов на производственных линиях выявил две наиболее частые проблемы, связанные с использованием белых функциональных добавок.
Проблема 1: Появление белых полос или разводов на поверхности изделия.
Причина: Недостаточная температура в зоне смешения или слишком высокая скорость ввода концентрата. Диоксид титана не успевает диспергироваться и формирует видимые включения.
Решение: Повысьте температуру в третьей и четвертой зонах экструдера на 5-10°C. Снижайте скорость дозирования добавки ступенчато, давая системе время на гомогенизацию. В некоторых случаях помогает установка статического смесителя с большим количеством элементов.
Проблема 2: Отсутствие антистатического эффекта при нормальном внешнем виде.
Причина: Конфликт добавок. Часто производители используют собственные скользящие добавки (амиды жирных кислот), которые конкурируют с антистатиком за место на поверхности полимера. Амиды мигрируют быстрее и блокируют выход антистатических молекул.
Решение: Проведите тест на совместимость. Попробуйте временно исключить скользящую добавку из рецептуры. Если эффект появится, необходимо изменить баланс рецептуры или использовать комплексный мастербатч, где компоненты уже сбалансированы химически. Продукция Shandong Sanyuan, например, часто включает в себя сбалансированные пакеты добавок, исключающие такие конфликты “из коробки”.
| Параметр | Нормальное значение | Критическое отклонение | Действие оператора |
|---|---|---|---|
| Температура расплава | 220-240°C (PE), 230-250°C (PP) | > 260°C | Снизить нагрев, проверить работу вентиляторов охлаждения цилиндра |
| Давление перед фильтром | 150-250 бар | > 300 бар или скачки > 20 бар | Заменить фильтр-сетку, проверить однородность сырья |
| Поверхностное сопротивление | 10⁹ – 10¹¹ Ом | > 10¹² Ом | Увеличить дозировку концентрата на 0.5%, проверить влажность сырья |
| Визуальное качество | Равномерный белый цвет, глянец | Серые полосы, матовость | Увеличить скорость шнека, проверить дисперсию пигмента |
Специфика применения в различных отраслях промышленности
Интеграция белых суперконцентратов варьируется в зависимости от конечного применения продукта. Требования к пищевой упаковке кардинально отличаются от требований к строительным материалам или автомобильным компонентам.
Пищевая упаковка и гибкая тара
В этом сегменте ключевым фактором является миграция веществ. Антистатический агент не должен переходить в продукт питания. Здесь используются специальные внутренние антистатики, которые остаются в объеме полимера или мигрируют контролируемо. При производстве пленок для упаковки мяса или сыра температура экструзии часто ограничена 220°C для предотвращения окисления. Компания Shandong Sanyuan предлагает решения на основе полимерных носителей, совместимых с регламентами ЕС и РФ по безопасности контакта с пищей. Важный нюанс: для тонких пленок (менее 20 мкм) концентрация добавки должна быть снижена на 15-20% относительно стандартной, чтобы избежать эффекта “блокирования” (слипания слоев пленки в рулоне).
Автомобильные компоненты и технические изделия
Здесь на первый план выходят механические свойства и термостабильность. Детали салона, корпуса аккумуляторов или элементы подкапотного пространства работают в условиях повышенных температур и вибраций. Белый цвет часто требуется для отражения тепла или эстетических целей. При литье под давлением таких деталей форма антистатического мастера должна выдерживать температуры до 280°C без разложения. Ошибка в выборе носителя может привести к выделению газов и образованию пор на поверхности детали. Мы рекомендуем использовать концентраты на основе поликарбоната или высокотемпературного полиамида для инженерных пластиков, обеспечивая сохранение ударной вязкости изделия.
Строительные материалы и геотекстиль
Для геомембран и строительных пленок критична устойчивость к УФ-излучению. Белый пигмент (диоксид титана) сам по себе является хорошим УФ-стабилизатором, но в сочетании с антистатиком требуется дополнительный пакет светостабилизаторов. В полевых условиях такие изделия подвергаются воздействию пыли и грязи; антистатический слой предотвращает налипание пыли, сохраняя отражающую способность материала. Практика показывает, что добавление 2-3% качественного функционального концентрата продлевает срок службы геотекстиля на открытом воздухе на 30-40% за счет снижения фотоокислительной деградации.
Экономическая эффективность и расчет окупаемости
Внедрение специализированных добавок всегда воспринимается закупщиками как увеличение себестоимости. Однако правильный расчет показывает обратное. Использование высококонцентрированных белых суперконцентратов позволяет снизить общую долю добавки в рецептуре благодаря высокой эффективности дисперсии. Вместо 4-5% обычного порошка достаточно внести 1.5-2% современного гранулированного мастера.
Рассмотрим пример расчета для линии производства стретч-пленки производительностью 500 кг/час:
— Вариант А (дешевая добавка): Дозировка 4%, цена $2/кг. Расход в час: 20 кг * $2 = $40. Плюс 5% брака из-за плохой дисперсии.
— Вариант Б (премиум концентрат Shandong Sanyuan): Дозировка 2%, цена $3.5/кг. Расход в час: 10 кг * $3.5 = $35. Брак менее 0.5%.
Итог: Экономия на сырье составляет $5 в час, плюс экономия на утилизации брака и простоях линии. За год работы в одну смену это дает экономию свыше $10,000 только на одной линии, не считая репутационных выгод от отсутствия рекламаций.
Кроме того, гранулированная форма исключает загрязнение цеха пылью, что снижает затраты на уборку и обслуживание электрошкафов, которые часто выходят из строя из-за токопроводящей угольной или металлической пыли (если используются другие типы антистатиков). Белые полимерные концентраты лишены этого недостатка.
Часто задаваемые вопросы
Можно ли смешивать белые антистатические суперконцентраты с цветными мастербатчами?
Да, это возможно, но требует осторожности. Смешивание белого пигмента с органическими красителями может изменить оттенок (например, сделать синий цвет голубым). Рекомендуется сначала провести лабораторный тест на малой партии. Если цель — получить пастельный оттенок с антистатическим эффектом, используйте готовые колерованные антистатические концентраты, чтобы избежать нестабильности цвета от партии к партии.
Как долго сохраняется антистатический эффект на готовом изделии?
Это зависит от типа антистатика. Внутренние миграционные антистатики, используемые в большинстве белых концентратов, обеспечивают эффект от 6 до 12 месяцев в нормальных условиях хранения. Со временем эффект может ослабевать из-за полного вымывания добавки с поверхности или, наоборот, забивания пор пылию. Для долговременного эффекта (более 2 лет) требуются постоянные антистатики, которые не мигрируют, но они значительно дороже и сложнее в диспергировании.
Влияет ли влажность воздуха в цехе на процесс интеграции?
Безусловно. Высокая влажность (>60%) может привести к гидролизу некоторых видов антистатиков при переработке, особенно полиэфирных основ. Это вызывает падение молекулярной массы полимера и ухудшение механических свойств. В сырых помещениях обязательно использование сушилок бункера с точкой росы ниже -40°C. Игнорирование этого фактора — самая частая причина внезапного падения прочности пленки “на ровном месте”.
Какой минимальный процент ввода необходим для достижения эффекта?
Для большинства современных высококонцентрированных систем минимальный порог составляет 1.5% от массы полимера. Снижение дозировки ниже 1% обычно не дает равномерного покрытия поверхности и приводит к локальным участкам с высоким сопротивлением. Точная цифра зависит от толщины изделия: для толстых листов (более 1 мм) может потребоваться увеличение до 2.5% для обеспечения времени миграции к поверхности.
Заключение и следующие шаги
Правильная интеграция белых суперконцентратов в производственную линию — это баланс между температурными режимами, механикой оборудования и химией добавок. Ошибки на этапе настройки стоят дорого, но соблюдение предложенного алгоритма позволяет выйти на стабильное производство качественной продукции с первого раза. Помните, что качество исходного сырья определяет 80% успеха: использование сертифицированных материалов от надежных поставщиков, таких как Shandong Sanyuan Plastic Industrial Co., Ltd., минимизирует риски непредсказуемого поведения расплава.
Не ждите появления брака на линии у клиента. Проведите аудит своей текущей рецептуры и настроек оборудования уже сегодня. Если вы столкнулись с проблемами дисперсии или нестабильного антистатического эффекта, свяжитесь с нашими техническими специалистами для подбора индивидуальной рецептуры под ваши задачи. Мы готовы предоставить образцы для тестирования и сопроводить запуск новой добавки непосредственно на вашем производстве.
Запросить техническую консультацию по белым суперконцентратам — это первый шаг к оптимизации ваших производственных затрат и повышению качества продукции.