
Влагопоглощающие модифицирующие суперконцентраты vs одорорегулирующие: что лучше?
2026-06-05
- Прямой ответ: выбор зависит от сырья и конечной задачи изделия
- Механизм работы влагопоглощающих модифицирующих суперконцентратов
- Одорорегулирующие добавки: технологии нейтрализации запахов
- Сравнительный анализ: таблица характеристик и областей применения
- Практические сценарии: когда и что выбирать
- Распространенные ошибки при внедрении функциональных добавок
- Роль сертификации и контроля качества в выборе поставщика
- Часто задаваемые вопросы
- Заключение и рекомендации к действию
Прямой ответ: выбор зависит от сырья и конечной задачи изделия
Однозначного победителя в споре «влагопоглощающие модифицирующие суперконцентраты против одорорегулирующих» не существует, так как эти добавки решают фундаментально разные проблемы производственного цикла. Если ваша цель — предотвратить дефекты поверхности (пузыри, серебристые полосы) при переработке гигроскопичных полимеров вроде ПА или ПК, то единственно верным решением являются модифицирующие суперконцентраты с функцией осушения. Если же критическим параметром является устранение запаха разложения или специфического аромата сырья в готовом продукте (упаковка для пищевых продуктов, салон автомобиля), то необходимы одорорегулирующие композиции. В нашей практике мы неоднократно сталкивались с ситуациями, когда попытка использовать универсальную добавку «от всего» приводила к браку целой партии пленки: влагопоглотитель не убирает запах, а дезодорант не спасает от гидролитической деградации полимера.
Ключевое различие кроется в химическом механизме действия. Влагопоглощающие агенты работают на уровне физической адсорбции или химического связывания молекул воды внутри расплава, предотвращая разрыв макромолекул. Одорорегуляторы действуют иначе: они либо маскируют запах, либо, что более эффективно, абсорбируют летучие органические соединения (ЛОС) в своей пористой структуре, не давая им выйти в атмосферу. Для технолога важно понимать: добавление одорорегулятора во влажный полиамид не остановит падение вязкости расплава, вызванное водой. И наоборот, введение влагопоглотителя в сухую, но пахнущую гранулу ПП не сделает изделие нейтральным по запаху. Ниже мы детально разберем технические нюансы, чтобы вы могли принять обоснованное решение для своего производства.
Механизм работы влагопоглощающих модифицирующих суперконцентратов
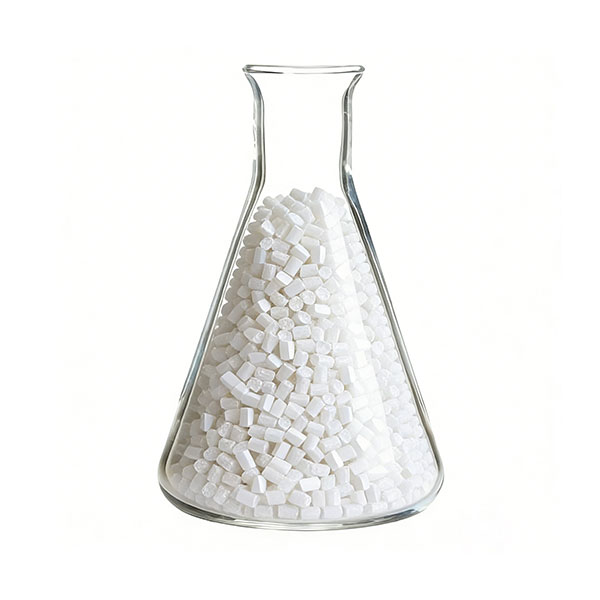
Гигроскопичность некоторых инженерных пластиков — это не просто неудобство при хранении, это прямая угроза целостности полимерной цепи. Такие материалы, как полиамид (PA6, PA66), поликарбонат (PC), полиэтилентерефталат (PET) и некоторые виды ABS, активно впитывают влагу из воздуха. При нагревании в экструдере или литьевой машине эта вода превращается в пар, который вызывает два катастрофических процесса: образование пузырьков на поверхности изделия и гидролитическую деструкцию полимера. Именно здесь на сцену выходят модифицирующие суперконцентраты, разработанные специально для связывания влаги.
В основе таких концентратов лежат высокоактивные неорганические наполнители, чаще всего синтетические цеолиты или модифицированный оксид кальция. В отличие от традиционной сушки сырья в бункере, которая требует времени и энергии, эти добавки работают непосредственно в зоне пластикации. Молекулы воды диффундируют в поры цеолита или вступают в необратимую химическую реакцию с оксидом кальция, превращаясь в стабильные гидроксиды. Это происходит за доли секунды в расплаве. Мы наблюдали случаи, когда клиенты пытались сэкономить на сушильном оборудовании, полагаясь только на концентрат, но это ошибка: концентрат страхует процесс от остаточной влаги (0.02-0.05%), которую сложно удалить даже идеальной сушкой, но он не заменяет предварительную подготовку сырья полностью.
Эффективность влагопоглощения напрямую влияет на механические свойства конечного продукта. При наличии даже микроскопических количеств воды в расплаве полиамида происходит разрыв амидных связей. Это приводит к резкому снижению молекулярной массы, что выражается в падении ударной вязкости и прочности на разрыв. Изделие становится хрупким, хотя внешне может выглядеть нормально. Использование правильного модифицирующего суперконцентрата позволяет сохранить исходную вязкость полимера. Например, при производстве технических волокон или корпусных деталей автомобилей потеря всего 10% молекулярной массы может привести к отказу детали под нагрузкой. Поэтому выбор концентрации активного вещества в маточной грануле (обычно от 30% до 60%) должен базироваться на начальной влажности вашего сырья.
Важно отметить влияние этих добавок на реологию расплава. Качественный влагопоглотитель не должен существенно менять текучесть материала. Однако дешевые аналоги на основе мела или талька могут действовать как смазки или, наоборот, увеличивать вязкость, нарушая настройку оборудования. Современные решения, такие как те, что разрабатывает Shandong Sanyuan Plastic Industrial Co., Ltd., учитывают этот фактор, используя носители, совместимые с матрицей (PE, PP, PA), что обеспечивает идеальную дисперсию без изменения настроек экструзии. Клиенты, перешедшие на специализированные цеолитные концентраты, отмечают стабилизацию давления в экструдере и исчезновение «серебристых полос» (silver streaks) на поверхности литников.
Критические параметры выбора влагопоглотителя
- Емкость поглощения: Измеряется в граммах воды на грамм добавки. Для цеолитов типичное значение составляет 0.15–0.25 г/г. Если ваше сырье имеет влажность 0.3%, а емкость добавки низкая, вы получите брак.
- Температурная стабильность: Добавка должна выдерживать температуры переработки конкретного полимера (до 300°C для некоторых инженерных пластиков) без выделения связанной воды обратно в расплав.
- Влияние на прозрачность: Для пленок и листов критичен размер частиц наполнителя. Крупные частицы цеолита могут вызывать помутнение. Здесь требуются нано-дисперсии или специальные типы носителей.
- Совместимость с матрицей: Носитель концентрата должен быть идентичен или совместим с основным полимером. Использование PE-носителя в поликарбонате приведет к расслоению и резкому падению прочности.
Одорорегулирующие добавки: технологии нейтрализации запахов
Проблема запаха в пластмассовой индустрии часто недооценивается до момента получения рекламаций от заказчика. Источники неприятных ароматов разнообразны: продукты термического разложения стабилизаторов, остаточные мономеры, запахи вторичного сырья (регранулята) или специфический аромат самого полимера (как у ПВХ или некоторых марок ПП). Одорорегулирующие суперконцентраты предназначены для решения этой эстетической и гигиенической задачи. В отличие от влагопоглотителей, их работа направлена на летучие органические соединения (ЛОС), а не на воду.
Существует три основных механизма действия одорорегуляторов, и выбор между ними определяет успех проекта. Первый — абсорбция. Используются материалы с огромной удельной поверхностью, такие как активированный уголь специального назначения или модифицированные цеолиты с другим размером пор. Они физически «захватывают» молекулы запаха, удерживая их внутри своей структуры. Это наиболее надежный метод для широкого спектра запахов. Второй механизм — химическая нейтрализация. В состав концентрата вводятся реагенты, которые вступают в реакцию с пахнущими веществами (например, альдегидами или аминами), превращая их в нейтральные соединения без запаха. Этот метод высокоспецифичен и требует точного подбора под тип запаха.
Третий путь — маскировка. Он считается наименее профессиональным в сегменте B2B, особенно для пищевой упаковки и автопрома. Добавление ароматизаторов (лимон, лаванда) лишь перебивает запах пластика, создавая странную смесь ароматов, которая часто воспринимается потребителем еще хуже. В серьезном производстве, где компания Shandong Sanyuan Plastic Industrial Co., Ltd. поставляет решения для пищевой упаковки, маскировка недопустима. Стандарты безопасности требуют именно удаления или нейтрализации летучих веществ, а не их сокрытия. Мы рекомендуем использовать абсорбционные технологии для регранулятов и химические нейтрализаторы для свежих полимеров со специфическим запахом разложения.
Особое внимание следует уделить влиянию одорорегуляторов на миграцию веществ. В пищевой промышленности и производстве игрушек любые добавки должны соответствовать строгим нормам (FDA, EU 10/2011). Некоторые эффективные поглотители запаха могут иметь высокую миграционную способность, что недопустимо. Профессиональные концентраты разрабатываются так, чтобы активный агент прочно удерживался в матрице полимера и не мигрировал на поверхность изделия, контактирующую с продуктом. Тесты на органолептику (вкус и запах) являются обязательным этапом валидации таких решений. Один из наших клиентов в сфере производства бутылок для молока столкнулся с тем, что дешевая добавка придавала продукту привкус «химии», что привело к отзыву партии. Решение было найдено только после перехода на сертифицированный цеолитный концентрат с низким уровнем экстракции.
Сравнительный анализ: таблица характеристик и областей применения
Чтобы окончательно прояснить ситуацию с выбором, приведем детальное сравнение двух типов добавок. Помните, что в некоторых сложных случаях (например, переработка влажного вторичного сырья с сильным запахом) может потребоваться комбинированное решение, но это должно быть результатом тщательного тестирования, а не случайного смешивания.
| Параметр сравнения | Влагопоглощающие модифицирующие суперконцентраты | Одорорегулирующие суперконцентраты |
|---|---|---|
| Основная функция | Удаление влаги, предотвращение гидролиза, устранение дефектов поверхности (пузыри). | Нейтрализация или абсорбция летучих соединений, устранение неприятных запахов. |
| Активные компоненты | Синтетические цеолиты (тип 3A, 4A), оксид кальция (CaO), силикагели. | Активированный уголь, цеолиты с большим размером пор, химические поглотители (цинк рицинолеат и др.). |
| Критические полимеры | PA (Полиамид), PC (Поликарбонат), PET, PBT, ABS. | PP, PE, PVC, регрануляты всех типов, компаунды с натуральными наполнителями. |
| Влияние на механику | Сохраняет молекулярную массу и ударную вязкость, предотвращая деградацию. | Обычно нейтрально, но при высоких дозировках абсорбентов возможно снижение ударной прочности. |
| Типичная дозировка | 1–5% (зависит от начальной влажности сырья). | 0.5–3% (зависит от интенсивности запаха). |
| Риск передозировки | Пересушка может сделать полимер слишком хрупким; избыток наполнителя снижает глянец. | Избыток угля может окрасить изделие в серый цвет; возможна агломерация частиц. |
| Применение в пищевой упаковке | Разрешено при использовании сертифицированных носителей и активных веществ. | Строго регламентировано; требуется подтверждение отсутствия миграции и влияния на вкус. |
Анализ таблицы показывает, что пересечение функций минимально. Цеолиты, используемые для осушения, имеют размер пор, оптимальный для молекул воды (диаметр около 2.8 Ангстрем). Молекулы многих пахнущих веществ значительно крупнее и просто не поместятся в эти поры. И наоборот, крупные поры углеродных поглотителей запаха неэффективно удерживают маленькую и подвижную молекулу воды в условиях высокого давления и температуры экструзии. Попытка использовать один тип добавки вместо другого — это гарантированный производственный риск.
Практические сценарии: когда и что выбирать
Рассмотрим реальные кейсы из производственной практики, чтобы иллюстрировать правильность выбора. Ситуация первая: производство технический ткани из полиамида (PA6) методом экструзии с раздувом. Технолог жалуется на постоянный обрыв нити и наличие микропор в волокне. Анализ сырья показывает влажность 0.4% при норме 0.05%. Здесь применение одорорегулятора бесполезно. Требуется введение влагопоглощающего модифицирующего суперконцентрата на основе цеолита. Дозировка рассчитывается исходя из количества лишней воды: для снижения влажности с 0.4% до 0.05% в потоке расплава потребуется примерно 2-3% качественной добавки. Результат: прочность нити восстанавливается, обрывы прекращаются.
Ситуация вторая: производство ковровых покрытий из полипропилена с использованием 30% вторичного сырья. Готовый ковер имеет резкий запах «жженого пластика», что делает его непригодным для продажи в жилые помещения. Сушка сырья не помогает, так как запах обусловлен продуктами окисления полимера, а не водой. Введение влагопоглотителя не даст эффекта. Решение — добавление одорорегулирующего концентрата на основе активированного угля или специфических химических нейтрализаторов альдегидов. Дозировка около 1.5-2% позволяет полностью устранить запах, делая продукт конкурентоспособным. Важно провести тест на старение: иногда запах возвращается через несколько недель, если добавка подобрана неверно.
Ситуация третья, наиболее сложная: переработка влажных отходов ПЭТ-бутылок в лист для термоформования. Сырье имеет высокую влажность и содержит следы содержимого бутылок (соки, масла), дающие запах. Здесь необходим комплексный подход. Сначала максимально возможная сушка в бункере, затем введение влагопоглотителя для страховки от гидролиза (чтобы лист не пожелтел и не стал хрупким), и параллельно — введение одорорегулятора для устранения запаха. Компания Shandong Sanyuan Plastic Industrial Co., Ltd. в таких случаях предлагает разработку индивидуальной рецептуры «2-в-1», где оба типа активных веществ грамотно диспергированы в одном носителе, что упрощает логистику и дозирование для клиента. Однако такие решения требуют предварительных испытаний на вашем оборудовании.
Распространенные ошибки при внедрении функциональных добавок
Даже правильный выбор типа добавки не гарантирует успеха, если нарушена технология ввода. Самая частая ошибка — неправильное место ввода в шнек. Влагопоглощающие добавки должны вводиться как можно раньше в зону пластикации, чтобы у них было время прореагировать с влагой до выхода расплава из головки. Если ввести их в зону дегазации или прямо перед фильтром, эффект будет нулевым. Для одорорегуляторов важно обеспечить равномерное распределение, так как агломераты угля или цеолита могут стать центрами разрушения изделия.
Вторая ошибка — игнорирование совместимости носителя. Часто производители покупают концентрат на основе полиэтилена (PE) для использования в полипропилене (PP). Хотя эти полимеры близки, их смеси могут давать расслоение при определенных скоростях сдвига, что приводит к появлению «рыбьих глаз» на пленке. Всегда уточняйте у поставщика, какой носитель использован. Третья ошибка — ожидание чуда от малых дозировок. Экономия 0.5% добавки может стоить вам брака всей смены. Расчет дозировки должен вестись строго на основе лабораторных тестов влажности и органолептики, а не «на глаз».
Также стоит упомянуть проблему хранения самих концентратов. Влагопоглощающие добавки гигроскопичны по определению. Если упаковка с концентратом была открыта и оставлена на складе на неделю, он наберет влагу из воздуха и потеряет свою эффективность. При загрузке в экструдер такой «уставший» концентрат не сможет осушить полимер. Хранить такие материалы нужно в герметичной таре, желательно с использованием осушителей воздуха в помещении склада. Это простой шаг, который часто упускают, а затем винят качество продукта.
Роль сертификации и контроля качества в выборе поставщика
При работе с функциональными добавками, особенно для пищевой и медицинской отраслей, вопрос доверия к поставщику выходит на первый план. Наличие сертификата ISO 9001 — это базовое требование, подтверждающее, что у производителя выстроены процессы управления качеством. Однако для функциональных мастербатчей этого недостаточно. Критически важно наличие протоколов испытаний SGS или аналогичных независимых лабораторий, подтверждающих безопасность конкретной партии продукта. Отсутствие миграции вредных веществ, соответствие нормам FDA или EU 10/2011 должно быть документально подтверждено для каждой серии выпускаемой продукции.
Стабильность состава — еще один ключевой фактор. В одной партии концентрата может быть 40% активного цеолита, а в другой — 35% из-за колебаний в процессе смешения. Для крупнотоннажного производства такие колебания недопустимы, так как они ведут к нестабильности процесса экструзии. Современные высокотехнологичные предприятия, такие как Shandong Sanyuan, используют автоматизированные линии дозирования и системы онлайн-контроля дисперсии, что гарантирует отклонение не более ±1% от рецептуры. Это позволяет технологам на вашем заводе однажды настроить оборудование и не менять параметры месяцами.
Кроме того, надежный поставщик должен обладать возможностями R&D (исследований и разработок). Стандартные продукты есть у всех, но уникальные задачи (например, сверхвысокая прозрачность пленки с одновременным удалением запаха) требуют индивидуального подхода. Возможность заказать пробную партию под ваши конкретные условия и получить техническую поддержку от инженеров поставщика — это то, что отличает партнера от простого продавца товара. Мы рекомендуем запрашивать у потенциальных поставщиков референс-лист клиентов в вашей отрасли и, по возможности, проводить аудит их производства или запрашивать видео-отчеты о технологическом процессе.
Часто задаваемые вопросы
Можно ли использовать влагопоглотитель вместо сушильного бункера?
Нет, это опасное заблуждение. Влагопоглощающие суперконцентраты предназначены для удаления остаточной влаги (обычно до 0.05%), которая неизбежно присутствует даже после сушки, или для страховки на случай сбоя в работе сушилки. Они не рассчитаны на удаление больших объемов воды (например, снижение влажности с 2% до 0.02%). Попытка заменить сушку только добавкой приведет к перерасходу дорогостоящего концентрата, загрязнению фильтров и возможному вспениванию расплава. Оптимальная стратегия — комбинация правильной предварительной сушки и использования 1-2% концентрата для гарантии качества.
Влияет ли добавление одорорегулятора на прозрачность пленки?
Да, может влиять, если выбран неправильный тип добавки. Классические активированные угли имеют черный цвет и делают полимер непрозрачным или серым. Для прозрачных пленок (BOPP, CPP, PET) необходимо использовать специальные бесцветные одорорегуляторы на основе модифицированных цеолитов или синтетических силикатов с показателем преломления, близким к полимеру. Размер частиц в таких концентратах должен быть менее 1-2 микрон. Перед запуском в основное производство обязательно проведите тест на выдув пленки и измерение мутности (haze).
Какова максимальная температура переработки для таких добавок?
Большинство современных неорганических наполнителей (цеолиты, оксиды) стабильны до 350-400°C, что перекрывает потребности большинства полимеров, включая ПЭТ и полисульфоны. Однако органические носители концентрата (матрица, в которую введен порошок) имеют свой предел. Для полиолефинов (PE/PP) это обычно до 280-300°C. Для высокотемпературных пластиков (PEEK, PPS) требуются специальные концентраты на основе полиэфиримидов или других термостойких носителей. Превышение температурного предела носителя приведет к его разложению и появлению нового, еще более сильного запаха гари.
Нужно ли менять настройки экструдера при вводе добавок?
Обычно серьезные изменения не требуются, так как качественные концентраты разрабатываются с учетом реологии основного полимера. Однако введение твердых наполнителей (цеолитов) может незначительно повысить вязкость расплава и давление в голове экструдера. Возможно, придется немного увеличить температуру зон пластикации на 5-10°C для улучшения текучести. Рекомендуется начать с минимальной дозировки, указанной в техническом паспорте, и постепенно увеличивать её, мониторя давление и качество поверхности изделия. Резкое изменение параметров может свидетельствовать о несовместимости добавки.
Заключение и рекомендации к действию
Выбор между влагопоглощающими модифицирующими суперконцентратами и одорорегулирующими добавками не должен быть предметом догадок. Это инженерное решение, основанное на четком понимании химии вашего сырья и требований к готовому изделию. Используйте влагопоглотители для борьбы с гидролизом и дефектами поверхности в гигроскопичных полимерах. Применяйте одорорегуляторы для устранения запахов в потребительских товарах и упаковке. Не пытайтесь сэкономить, используя универсальные решения там, где нужна специализация — цена брака всегда выше стоимости правильной добавки.
Для достижения наилучших результатов мы рекомендуем провести аудит вашего текущего технологического процесса: замерить влажность сырья перед экструдером, оценить уровень ЛОС в цеху и проанализировать причины рекламаций. На основе этих данных можно подобрать оптимальную рецептуру. Компания Shandong Sanyuan Plastic Industrial Co., Ltd. готова предоставить образцы для тестирования и техническую консультацию по интеграции наших функциональных мастербаттов в вашу производственную линию. Наша экспертиза в области дисперсии и подбора носителей поможет вам избежать типичных ошибок и вывести качество продукции на новый уровень.
Не откладывайте оптимизацию процесса. Даже небольшое улучшение стабильности экструзии или устранение запаха может стать вашим конкурентным преимуществом на рынке. Свяжитесь с нами сегодня для обсуждения ваших задач и получения персонализированного коммерческого предложения. Мы поможем подобрать именно тот модифицирующий суперконцентрат, который решит вашу проблему эффективно и экономично.